产品展示
产品展示 机箱加工
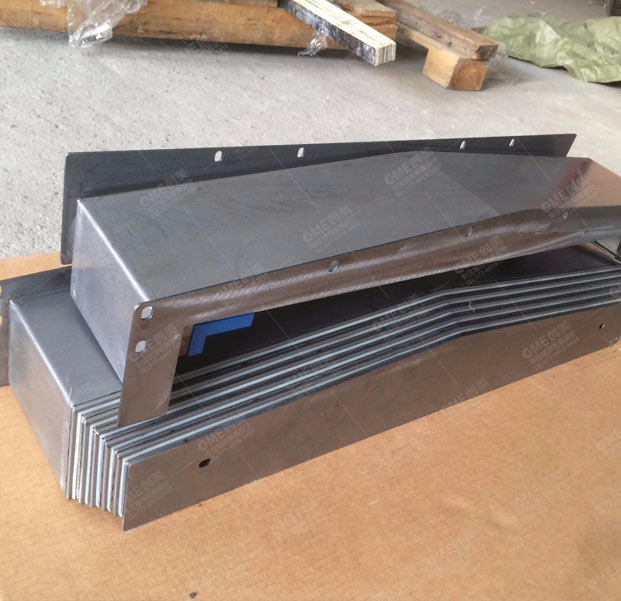
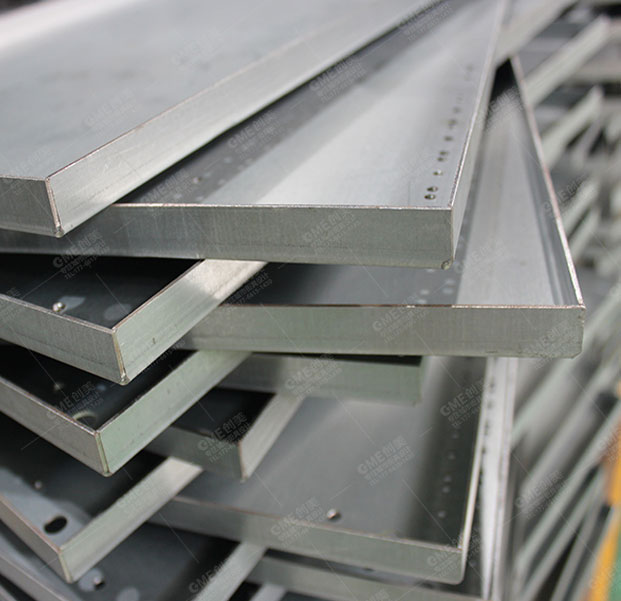
机箱加工
铝合金机箱加工是针对金属薄板(一般在6mm以下)使用综合冷加工工艺,冷却形成后所需要的机箱。加工工艺包括剪、冲、切、复合、折、焊接、铆接、拼接、成型(如汽车车身)等。
一、铝合金机箱加工概述:
1、定义:在金属板材上开孔或铣槽后进行铆接成型的一种结构件。
2、分类:
(1)按外形可分为矩形箱体和圆形箱体两种;
(2)按用途分为普通型和大功率型两类;
(3)按使用场合分为户外型和室内型两大类。
二、铝合金机箱加工特点及要求
1、特点
(1)体积庞大(最大可达2m×3m×6m),重量重(最大达100吨)。
(2)外形尺寸和内部结构复杂多变且形状各异。
(3)工作环境条件恶劣(高温、高湿、粉尘多)。
(4)制造精度要求高。
(5)生产周期长。
(6)材料消耗较大。
(7)成本较高。
(8)设计安装调试工作量大。
三、铝合金机箱加工生产流程
1、设计阶段;
2、下料;
3、钻孔;
4、冲裁;
5、折弯;
6、冲压;
7、装配;
8、焊接;
9、喷涂。
四、铝合金机箱加工加工要求
1)、材料的选择要求具有足够的强度和刚度;
2)、结构设计合理选择零件的形状和尺寸;
3)、加强筋的设计加强筋的位置要便于铆接;
4)、表面处理表面应平整光滑。
五、铝合金机箱加工质量标准:
1)、外观质量外观无裂纹等缺陷。
2)、内在质量尺寸公差±0、1mm。
3)、力学性能;屈服强度≥300mpa;拉伸率≥200%,断裂伸长率≥250%。
六、铝合金机箱加工验收标准
1.箱体底面及其他侧面平面度为1mm。
2.箱体前后或左右立面相对底面地垂直度为1mm。
3. 面板的顶面和底面平行度为0.5mm,侧面和底面垂直度为0.5mm。
4. 面板装入箱体后,应垂直端正,其侧面与箱体底面垂直度为0.5mm,底面和箱体底面的平行度为0.5mm。
5.安装电路板或机箱的插框,需用工装模拟电路板或机箱进行装配,工装装入、拔出插箱时应顺畅,装入插箱后,应妥贴稳固,无漂浮、松动现象。硬连接的接插件应对位准确,插入、拔出无异常阻滞。
 在线咨询
在线咨询
 175-5279-7996
175-5279-7996